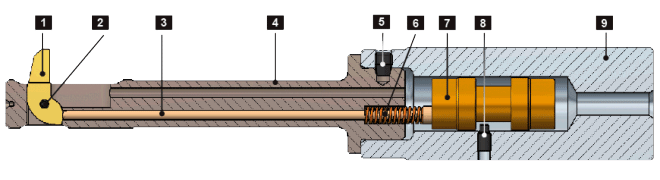
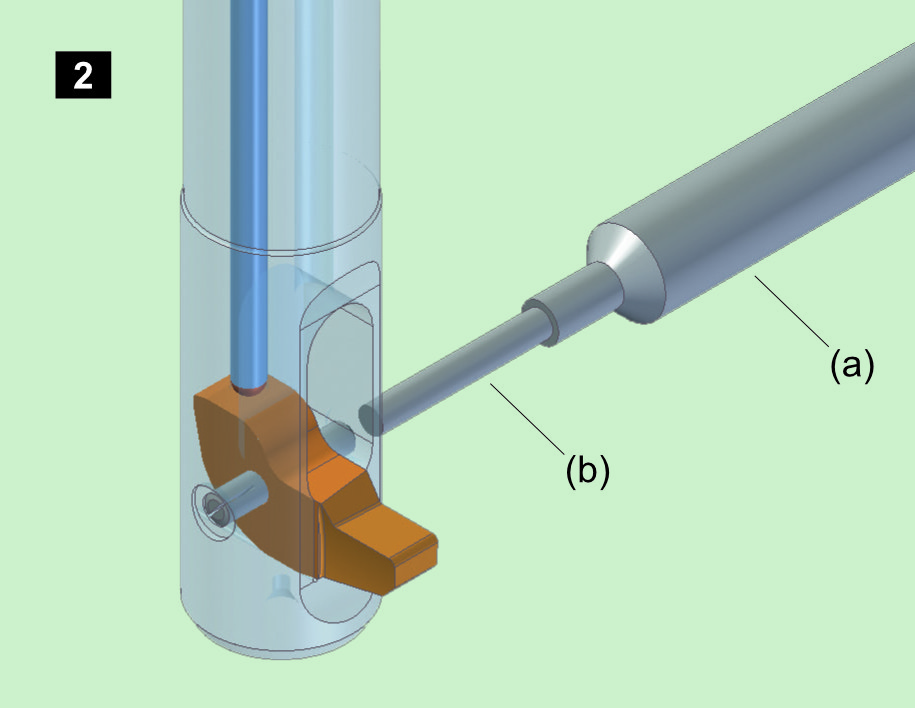
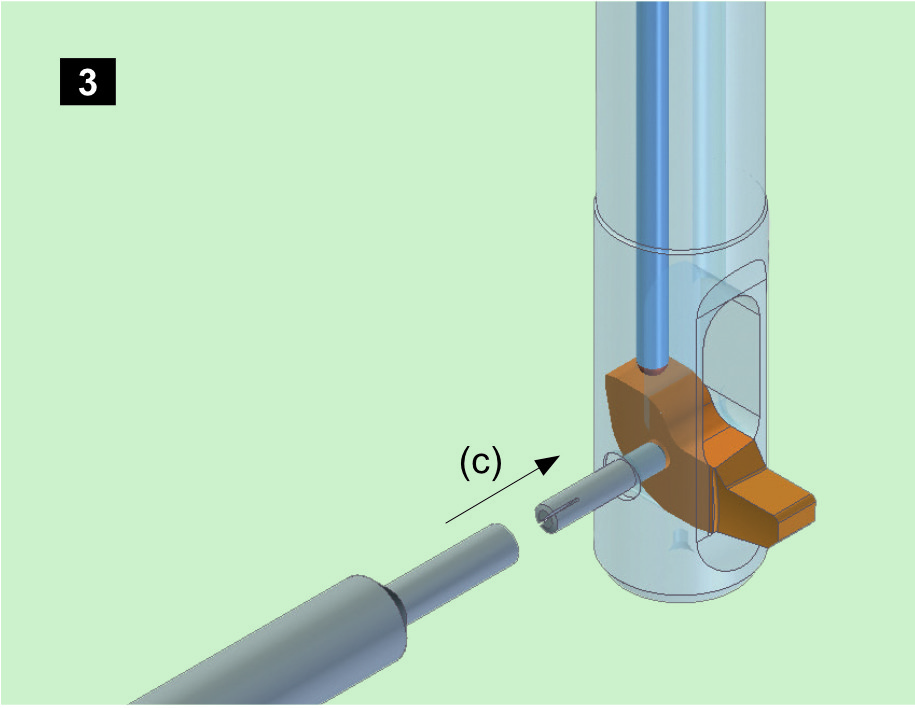
Nůž je zasunut do vybrání díky působení řídícího čepu, který je pod tlakem kapaliny, a působí na plochu nože označenou červeně.
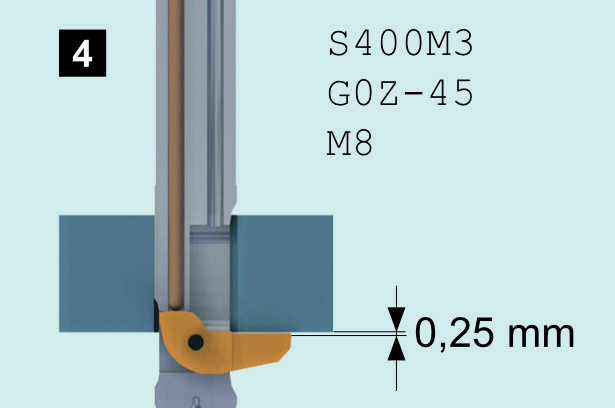
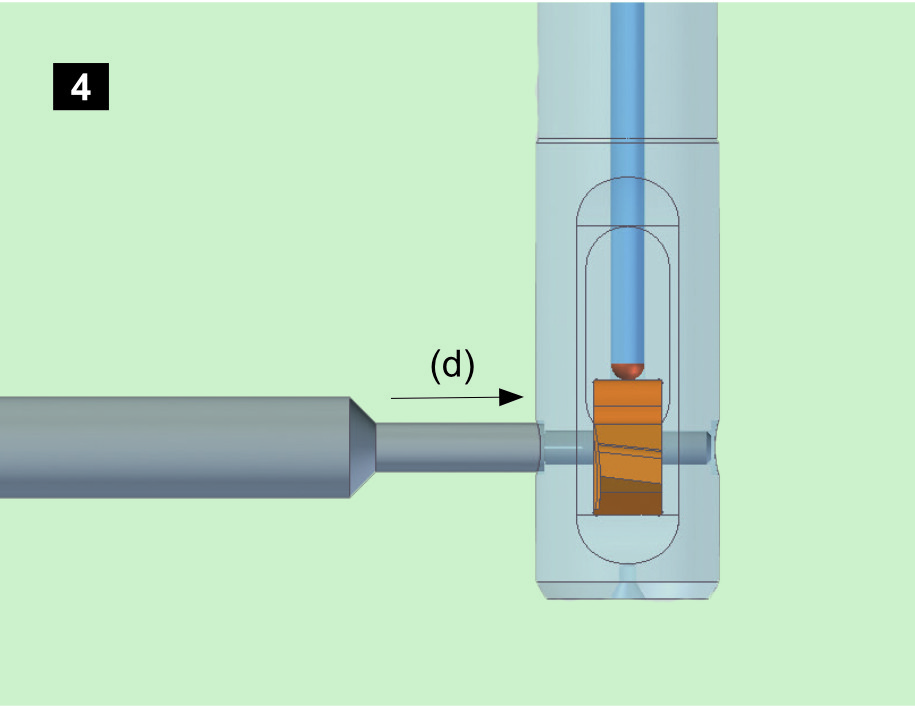
Během pohybu do vybrání se posunuje tlačná plocha ze záběru s řídícím čepem. Ten je stále pod tlakem a dostane se do kontaktu se zaoblením na noži. V zasunutém stavu drží řídící čep nůž v jeho poloze. Nůž zůstává zasunutý bez ohledu na pohyb nástroje v axiálním směru (v ose Z).
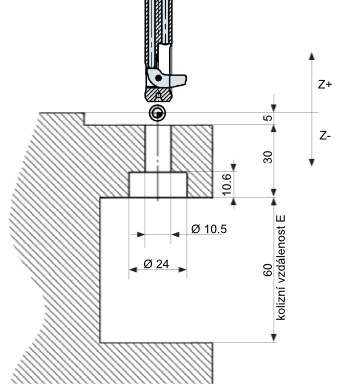
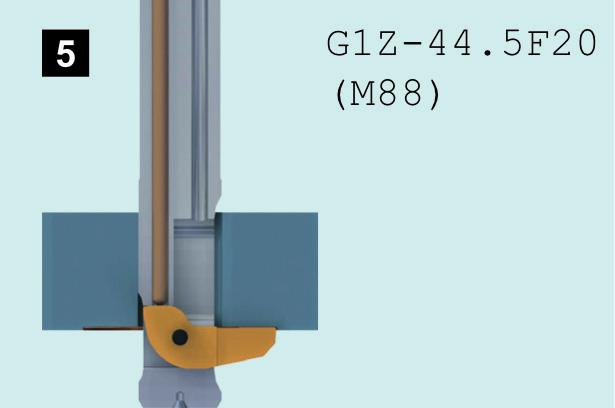
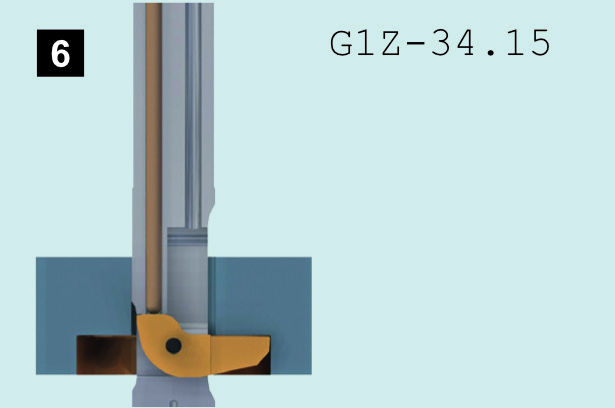
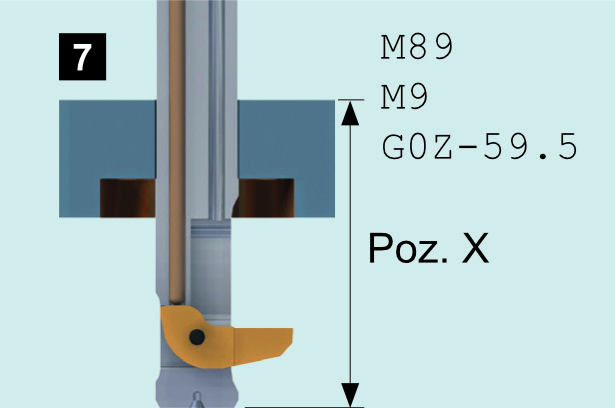
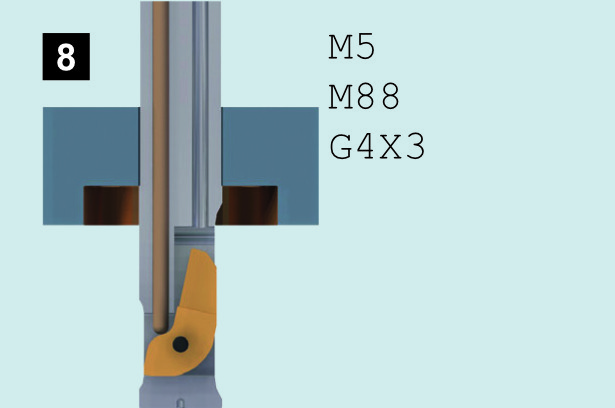
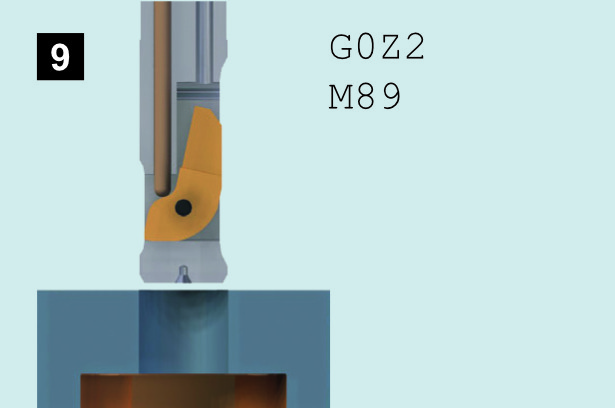
Po vypnutí vnitřní kapaliny je nůž vyklopen ze zasunuté polohy do pracovní pozice díky roztočení vřetena (na aktivační otáčky). Přes odlehčovací otvor je zajištěn přívod kapaliny na nůž. Po skončení pracovního posuvu se musí nástroj vrátit do spodní výchozí pozice za obrobek. Poté je prostřednictvím tlakové kapaliny nůž zasunut do lůžka v nástroji.
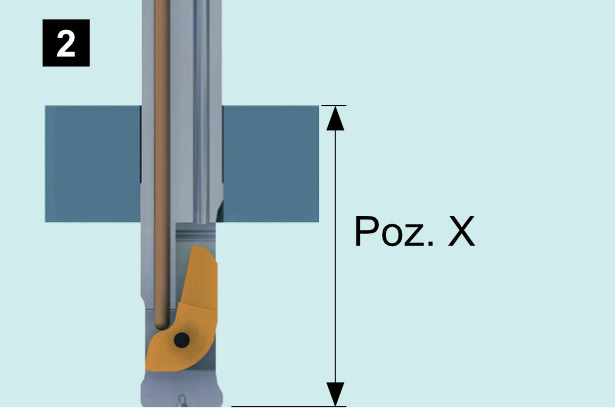
Tato oprace může být použita jako konečná operace i v případě, že otvor je kupříkladu vystružen, neboť nůž je naostřen tak, aby nepoškodil vnitřní povrch otvoru.
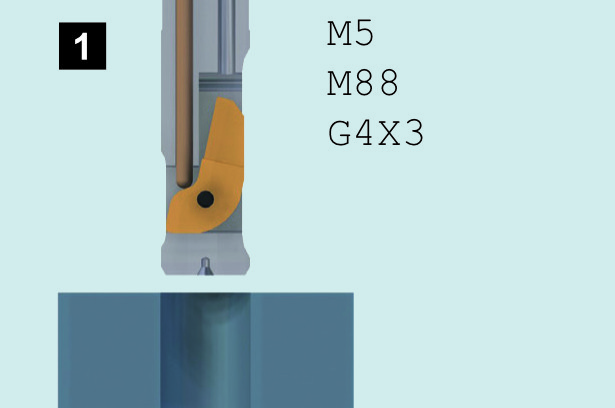
Věnujte pozornost doporučené toleranci otvoru. Čím větší bude tolerance, tím více nepříznivých vlivů se může objevit (poškození otvoru, otlačení, menší průměr zahloubení). Při výměně nástroje dbejte na dostatečný odstup od sousedního nástroje, kolizní průměr je průměr zahloubení + 2mm.